

二戰期間,美國政府率先采用一種類似8D的流程——“軍事標準1520”,又稱之為“不合格品的修正行動及部署系統”。 1987年,福特汽車公司首次用書面記錄下8D法,在其一份課程手冊中這一方法被命名為TOPS(Team Oriented Problem Solving)即 “團隊導向問題解決法”。 8D問題求解法(8D Problem Solving),D是Discipline(步驟、原則)的首字母。當時,福特的動力系統部門正被一些經年累月、反復出現的生產問題搞得焦頭爛額,因此其管理層提請福特集團提供指導課程,幫助解決難題。8D最先在福特內部使用、成熟后福特逐漸要求其供應商遇到問題也用此法。后來名氣大了,其它車廠也移植了福特的做法、使之成為汽車行業的標準做法。再后來8D家喻戶曉,各行業通吃。而且不僅僅解決工作問題,解決家庭生活問題也很有效。
8D的適用范圍
-
該方法適用于解決各類可能遇到的簡單或復雜的問題;
-
8D方法就是要建立一個體系,讓整個團隊共享信息,努力達成目標;
-
8D本身不提供成功解決問題的方法或途徑,但它是解決問題的一個很有用的工具;
-
亦適用于過程能力指數低于其應有值時有關問題的解決;
-
面對顧客投訴及重大不良時,提供解決問題的方法;
-
8D法是美國福特公司解決產品質量問題的一種方法,曾在供應商中廣泛推行,現已成為國際汽車行業(特別是汽車零部件產家)廣泛采用來解決產品質量問題最好的、有效的方法。
8D的目標
-
提高解決問題的效率,積累解決問題的經驗;
-
提供找出現存的與質量相關的框架;
-
杜絕或盡量減少重復問題出現;
-
8D格式的原則上針對出現的問題,找出問題產生的根本原因,提出短期,中期和長期對策并采取相應行動措施;
-
8D法可跨部門建立小組來加強部門間的協調,推進問題有效解決,從而改進整個過程的質量,防止相同或類似問題的再發生,以保證產品質量。
8D的步驟
8D是解決問題的8條基本準則或稱8個工作步驟,但在實際應用中卻有9個步驟:
-
D0:征兆緊急反應措施
-
D1:小組成立
-
D2:問題說明
-
D3:實施并驗證臨時措施
-
D4:確定并驗證根本原因
-
D5:選擇和驗證永久糾正措施
-
D6:實施永久糾正措施
-
D7:預防再發生
-
D8:小組祝賀
D0:征兆緊急反應措施
目的:主要是為了看此類問題是否需要用8D來解決,如果問題太小,或是不適合用8D來解決的問題,例如價格,經費等等,這一步是針對問題發生時候的緊急反應。
關鍵要點:判斷問題的類型、大小、范疇等等。與D3不同,D0是針對問題發生的反應,而D3是針對產品或服務問題本身的暫時應對措施。
工具:趨勢圖/排列圖/Paynter佩恩特圖/ERA(緊急反應措施)。
詳解:根據現象評估8D過程是否需要。 如果有必要,采取緊急反應行動(ERA)來保護顧客,并開始8D過程。8D過程區別了癥狀和問題。適用標準的大部分是癥狀。沒有癥狀,不會知道有問題。
-
癥狀是一個顯示存在一個或多個問題的可測量的事件或結果。這個事件的后果必須被一個或多個顧客經歷;
-
問題是指同期望有偏差或任何由未知原因引起的有害的后果;
-
癥狀是問題的顯示。
當收到投訴信息時,質量部門應盡量在客戶投訴報告上確認以下信息以便展開調查:
-
產品編號及品名
-
客戶名稱,聯系人及地址
-
缺陷描述,不合格品數量
-
追溯信息,如LOT NO,發貨單編號等
-
索賠應盡量取得車型等信息
如有,應從客戶處得到樣品,照片,標簽及不合格率等必要的信息。如是芯體泄露或嚴重投訴,收到投訴的人應立即通知質量經理及總經理。QE應在收到投訴一個工作日內與客戶聯系。應就以下信息與客戶溝通:
-
跨部門小組及聯系方式
-
確認已得到的信息
-
調查問題所必需的其他信息
-
應急措施的進展
-
應急措施及糾正措施的預期完成時間
-
任何其它的客戶要求,如,了解問題進展和期望的交貨
-
所有與客戶之間的回復均應記錄
QE根據得到信息,依據三現主義(現場,現物,現象)來確認不良狀況;如果是可以目視的不良,盡量取得照片或樣品(確認現物);對于不良發生場所狀況盡量收集詳細的情報(確認現場,現象)。應急措施需要在24小時內展開。
D1:小組成立
目的:成立一個小組,小組成員具備工藝/產品的知識,有配給的時間并授予了權限,同時應具有所要求的能解決問題和實施糾正措施的技術素質。小組必須有一個指導和小組長。
關鍵要點:成員資格,具備工藝、產品的知識;目標 ;分工 ;程序 ;小組建設。
工具:行動計劃、時間管理、團隊憲章、GanttChart(Pilot)。
詳解:沒有團隊的8D是失敗的8D。其實8D原名就是叫團隊導向問題解決步驟。8D小組需要由具備產品及制程知識,能支配時間,且擁有職權及技能的人士組成。同時需指定一名8D團隊組長。 因為我們要做的是:
-
建立一個由具備過程/成品知識的人員組成小組
-
確定時間,職責和所需學科的技術
-
確定小組負責人
D2:問題說明
目的:用量化的術語詳細說明與該問題有關的內/外部顧客抱怨,如什么、地點、時間、程度、頻率等。
“什么出了什么問題”
關鍵要點:收集和組織所有有關數據以說明問題;問題說明是所描述問題的特別有用的數據的總結;審核現有數據,識別問題、確定范圍;細分問題,將復雜問題細分為單個問題;問題定義,找到和顧客所確認問題一致的說明,“什么東西出了什么問題”,而原因又未知風險等級。
工具:質量風險評定,FMEA分析,5W2H(What/Why/When/Where/Who/How/Howmany)、折線圖、直方圖、排列圖。
詳解:通過確定可定量化的項,誰,什么,何時,何地,為什么,如何,多少(5W2H),識別對象和缺陷(問“什么出了什么問題”):
-
“什么問題”是缺陷
-
“什么出了問題”是對象
問“什么出了什么問題”能夠幫助小組以問題陳述所需的兩個基本要素為中心(對象和缺陷)。
收到客戶不良樣件操作流程:
-
確認不良樣件生產日期;
-
確認外觀基本情況,拍照留下證據;
-
按正常生產流程確認不良樣件是否能再現記錄下確認數據,拍照或視頻留下證據;
-
根據生產日期查找當時FTT情況,確認當時是否有同樣或類似不良;
-
根據生產日期確認人機料法環等有無變化點;
-
不再現時(NTF)按不再現操作流程進行。
D3:實施并驗證臨時措施
目的:保證在永久糾正措施實施前,將問題與內外部顧客隔離。(原為唯一可選步驟,但發展至今都需采用)。
關鍵要點:評價緊急響應措施;找出和選擇最佳“臨時抑制措施”;決策;實施,并作好記錄;驗證(DOE、PPM分析、控制圖等)。
工具:方法:FMEA、DOE、PPM、SPC、檢查表、記錄表PDCA。
詳解:確定并實施遏制措施,隔離問題的后果與一切內/外部顧客,驗證遏制措施的有效性。ICA是保護顧客免受一個或多個問題的癥狀影響的任何行動:
-
處理問題的癥狀
-
在執行前驗證有效性
-
在執行過程中監控
-
形成文件
ICA需要在3個工作日內確定并執行,圍堵范圍是客戶處庫存、在途品、廠內庫存品數量并進行相關處理(退貨、重工、報廢等)。
D4:確定并驗證根本原因
目的:用統計工具列出可以用來解釋問題起因的所有潛在原因,將問題說明中提到的造成偏差的一系列事件或環境或原因相互隔離測試并確定產生問題的根本原因;
關鍵要點:評估可能原因列表中的每一個原因、原因可否使問題排除、驗證、
控制計劃;
工具:FMEA、PPM、DOE、魚骨圖、頭腦風暴&關聯圖、5why法、穩健設計。
詳解:查找真正的原因,只有找到真因,方可有效解決問題。如果僅僅只是糊弄糊弄應付了事,沒有什么意義。
因此要找出一切潛在原因,對潛在原因逐個試驗,隔離并驗證根本原因,確定不同的糾正措施以消除根本原因;使用魚骨圖、FTA、頭腦風暴等質量工具找出所有可能因素,并進行驗證,最終找到根本發生原因和流出原因。
D5:選擇并驗證永久糾正措施
目的:在生產前測試方案,并對方案進行評審以確定所選的校正措施能夠解決客戶問題,同時對其它過程不會有不良影響。
關鍵要點:重新審視小組成員資格;決策,選擇最佳措施;重新評估臨時措施,如必要重新選擇;驗證;管理層承諾執行永久糾正措施;控制計劃。
工具:FMEA、設計驗證和報告(DVP&R)、因果圖、穩健設計、檢查表、記錄表。
詳解:通過對不同的糾正措施定量化的試驗篩選出糾正措施,依據風險評估,確定必要時的應急措施。而解決問題的方案應確保可以保持長期效果。
曾經看到供應商的8D報告中該D5里面一排七行整齊的出現7句“加強’,加強工人培訓,加強巡檢次數,加強督察力度,加強過程控制---空話一堆。加強到什么程度沒有量化。具體方案都寫具體,數據說話,比如原來檢驗頻次10個檢1個,現在加強到5個檢1個;同樣的加強培訓,原來培訓次數多少,現在培訓計劃附在這里,這樣我們的對策才有支撐。
D6:實施永久糾正措施
目的:制定一個實施永久措施的計劃,確定過程控制方法并納入文件,以確保根本原因的消除。在生產中應用該措施時應監督其長期效果;
關鍵要點:重新審視小組成員;執行永久糾正措施,廢除臨時措施;利用故障的可測量性確認故障已經排除;控制計劃、工藝文件修改;
工具:FMEA、防錯、SPC、PPAP
詳解:確定并實施最佳的糾正措施,選擇現行控制方法并進行監控,在必要時,實施應急措施。
D7:預防再發生
目的:修改現有的管理系統、操作系統、工作慣例、設計與規程以防止這一問題與所有類似問題重復發生;
關鍵要點:選擇預防措施;驗證有效性;決策;組織、人員、設備、環境、材料、文件重新確定;
工具:FMEA、控制計劃CP、過程流程圖Flow-chart。
詳解:提出預防建議,并開展水平展開,更新CP、PFMEA、SOP等標注文件,實施預防措施。接到客戶投訴后5個工作日內需要提交完整8D。
D8:小組祝賀
目的:承認小組的集體努力,對小組工作進行總結并祝賀;
關鍵要點:有選擇的保留重要文檔;瀏覽小組工作,將心得形成文件;了解小組對解決問題的集體力量,及對解決問題做出的貢獻給予必要的物質、精神獎勵。
詳解:發出8D要求后,發出人負責以及8D小組成員對后續的8D的有效性和執行效果進行驗證,直到實施后問題的缺陷PPM有較大改善并呈穩定下降趨勢。由QM或PM對效果進行驗證確認后才獲得關閉。否則需要重新進行根源分析和糾正預防措施的實施。
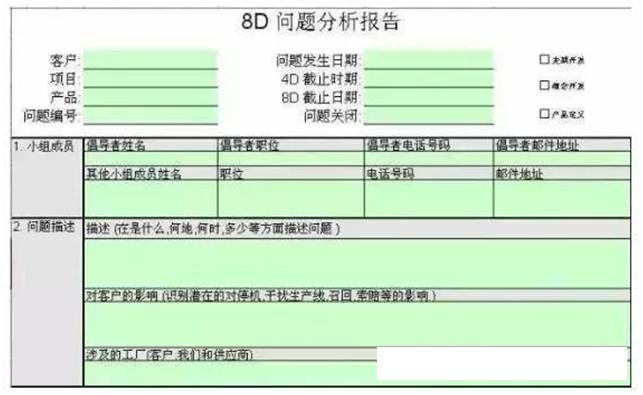
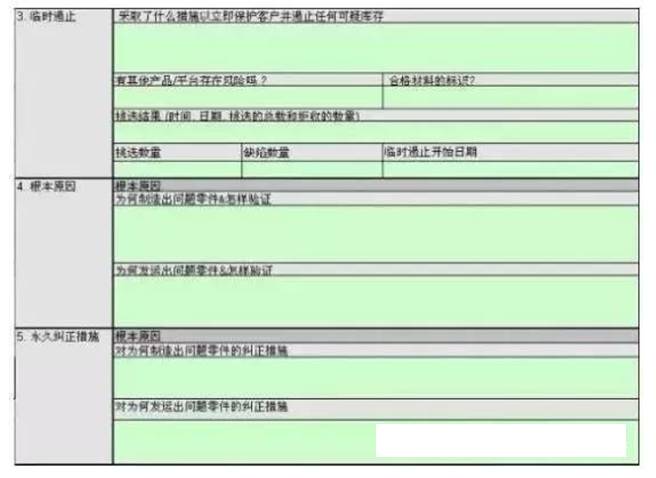
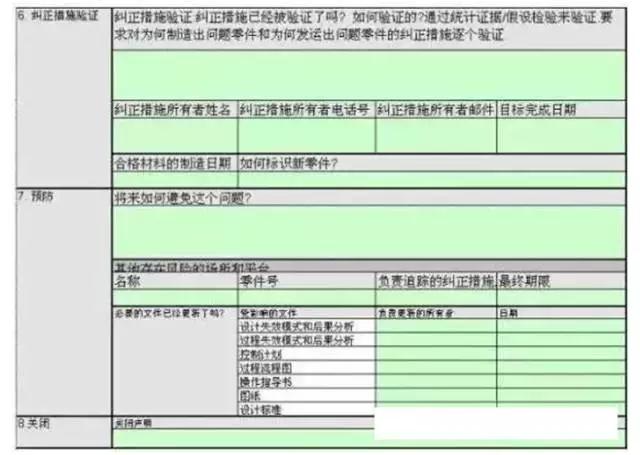
8D的形式
一般8D文件都是以表格形式出現:
8D的優缺點
1.優點
-
發現真正肇因的有效方法,并能夠采取針對性措施消除真正肇因,執行永久性矯正措施;
-
能夠幫助探索允許問題逃逸的控制系統。 逃逸點的研究有助于提高控制系統在問題再次出現時的監測能力;
-
預防機制的研究有助于幫助系統將問題控制在初級階段。
2.缺點
-
8D培訓費時,且本身具有難度;
-
除了對8D問題解決流程進行培訓外,還需要數據挖掘的培訓,以及對所需用到的分析工具(如帕累托圖、魚骨圖和流程圖,等等)進行培訓。
8D案例
近年來,中航工業總公司下屬某電器廠引進并采用美國Ford公司解決問題的8D(八個步驟)32作法,對重要的、復雜的技術質量問題實施糾正措施,取得了較好的效果。現結合一案例,將8D工作法的內容及實施步驟作一介紹。
第一步:成立小組
在不合格發生時,組建一個小組。小組成員應具備充足的時間、權限、解決問題的能力和相關技術素質。小組應有一個被指定的負責人。2001年6月,我廠為某主機廠配套的一種繼電器因外場“三包”故障品率超標,收到了主機廠的質量信息單,要求我廠整改。工廠立即成立了以總質量師為組長,設計、工藝、質量、銷售等人員為成員的解決問題小組。
第二步:說明問題
用可量化的術語,詳細說明問題。
1.界定問題
①問題出現的時間、發現問題的時間、問題持續的時間等。
②問題發生的地理位置和故障的部位。
③問題發生的數量或頻率。
④現場專家及售后服務工程師的觀點。
經過上述界定,該繼電器使用過程失效問題,自2000年9月初開始時有發生。本次共從主機廠返回“三包”產品28只,外場故障率為0.6% 。經檢查發現,主要由于觸點燒蝕引起繼電器失效。
2.問題的嚴重性
①顧客意見、態度對銷售量及組織競爭優勢產生的負面影響。
②對產品性能、可靠性、安全性、舒適性的影響。
③現場拆換、維護造成的直接經濟損失。
④與同類產品的差距。
主機廠給我廠的質量問題信息單明確表示了對我廠的不滿。繼電器失效將導致車輛的電喇叭無聲,影響行車安全。主機廠要求我廠立即整改,并計劃從6月份開始對該繼電器進行質量跟蹤考核,若故障率仍高于0.3% ,將對我廠實施懲罰性措施。這對我廠的產品銷售及企業形象影響較大。
3.確定解決問題的結果
確定解決問題的結果即根據顧客需求設定應達到的指標。小組設定整改后的繼電器外場故障率<0.25% , 以滿足主機廠及最終顧客的要求。
第三步:實施并驗證臨時性措施
1.采取相應的措施
接到質量問題信息單后,我廠立即對產品進行隔離,將所有主機廠庫存產品空運回廠進行復查、篩選。
2.采取臨時性措施
采取臨時性措施的目的在于最大限度減少顧客損失。臨時性措施包括100% 檢查、代用、返工、維修等,小組必須制訂合格標準,并通過統計技術對采取措施前后的數據進行分析及比較。在時間的安排上不能太長。而且不應引起新問題的出現。
由于該繼電器為我廠獨家供貨,為不影響主機廠的生產,我廠采取了100% 篩選、維修的臨時性措施。具體技術方案為:
①檢查該產品電氣參數;
②經打開外殼檢查磁間隙、觸點壓力、超行程等,發現觸點壓力普遍偏小。小組認為,觸點壓力應保證大于0.5N。篩選后,剔除了觸點壓力小于0.5N的產品(約占有問題產品的40% );
③對該產品進行環境應力篩選試驗(高低溫動作篩選、隨機振動動作篩選),又剔除了O.2% 有問題的產品;
④及時發出篩選后的產品,滿足主機廠裝車進度要求,并通知駐外服務組重點跟蹤。
同時,分別抽取觸點壓力滿足和不滿足O.5N的產品各兩只進行電氣壽命耐久試驗,預計試驗時間超過ll天。
第四步:確定根本原因
1.尋找所有潛在原因
首先,通過直方圖找出第一要優先解決的問題。經統計,該繼電器失效機理95% 為觸點燒蝕, 這是第一優先解決的問題。其次,采用魚刺圖,從人、機、料、法、環、管理人手,尋找所有引起觸點燒蝕的潛在原因(如圖)。

2.確定根本原因
對每一個潛在原因,通過試驗、測量、檢查、分析等手段,采用判別矩陣尋找并驗證根本原因。
第五步:選擇及驗證糾正措施
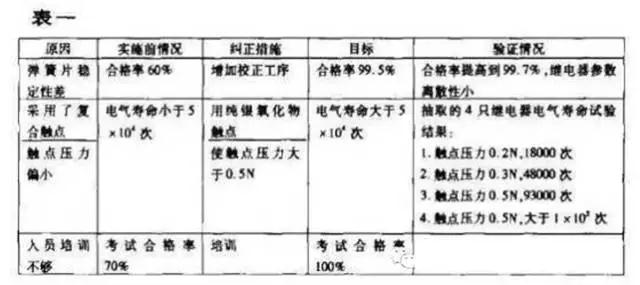
定量確定所選擇的糾正措施,確保解決顧客的問題,并且不會發生副作用。但要對每一個措施的有效性進行驗證, 必要時還應對糾正措施的風險性進行評價, 制定出對應的應急計劃(如表一)。
第六步:實施永久性糾正措施
為保證不合格原因的消除,我廠從2001年7月份對該型號繼電器實施永久性糾正措施, 并確定了6個月的外場故障率跟蹤期限,以驗證其有效性。
第七步:防止再發生
修改管理系統、操作系統、工作慣例及程序,以防止這一問題和所有類似問題的再發生。對于該型號繼電器的所有永久性糾正措施均作了驗證,并對設計文件、工藝文件作了相應的修改,還增加了必要的工具及測試手段。
第八步:向小組祝賀
通過座談會等形式由高層領導對小組的集體努力和工作成果給予肯定,必要時進行表彰,以鼓勵小組做出新的貢獻

 滬公網安備 31011502017194號
滬公網安備 31011502017194號